X-ray technology reliably ensures quality during the production of rubber hoses
According to a recent automobile study , around 900 million passenger cars are on the road today. Forecasts predict that in the emerging markets the number of cars will increase significantly in the coming years. In 2035, the worldwide number will presumably, have risen to 1.7 billion , which is a growth of 1 car per second. Typically, 6 to 10 meters of rubber hoses are installed in each car. Altogether, this corresponds to around 5.4 billion meters of installed automobile hoses in 2014. In order to ensure the perfect functioning of this hose network in cars, quality control of rubber hoses during production is gaining in importance. Furthermore, cost savings during production is becoming an increasingly important aspect.
Development and application of rubber hoses
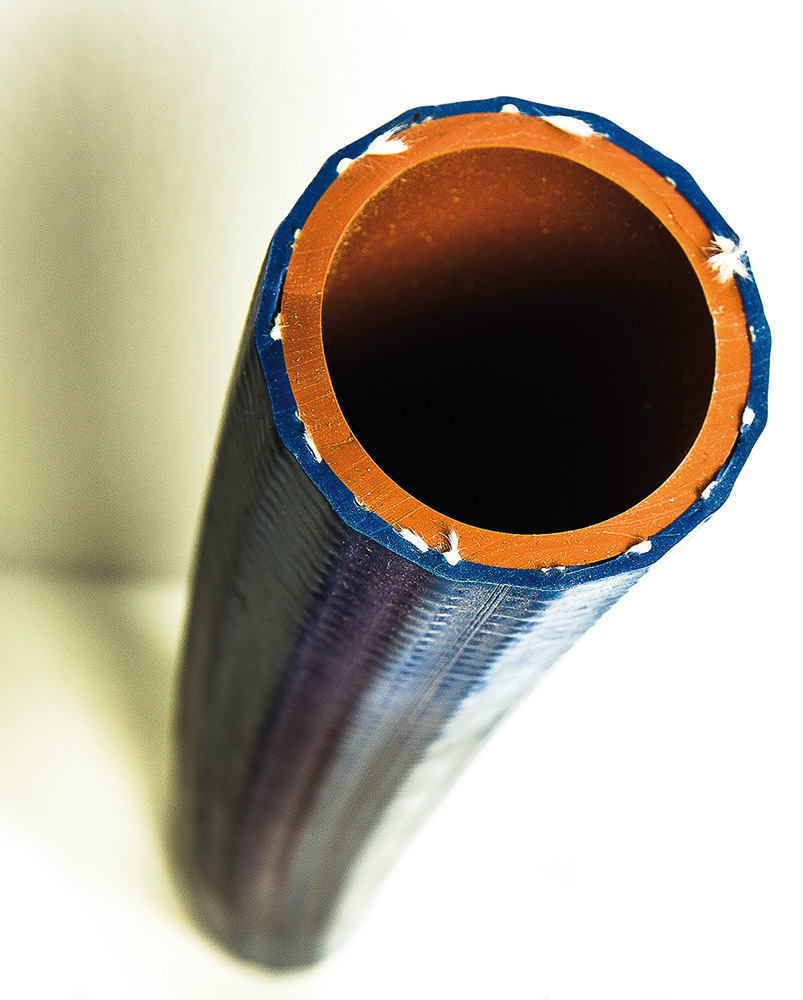
The requirements for quality control of rubber hoses have increased continuously over the last years. In the past, it was sufficient to produce hoses as a seamless, open connection. Further parameters, like eccentricity values, were not taken into consideration. Today, the requirements for rubber hoses are a lot higher and more complex, especially in regards to function and safety, specifically for hydraulic and turbocharger hoses. The automotive industry, for example, uses high quality fuel hoses in order to avoid evaporation of fuel, as this can have negative effects on the environment. Furthermore, engines are becoming increasingly more powerful with a significantly higher acceleration behavior. The high engine power also requires high braking power and thus, a high quality brake hose which can withstand the enormous brake pressure and guarantee permanent road safety. These examples show that rubber hoses in conformity with approved specification are vital for their precise function and processing. (Picture 1)
Example: charge-air hose
Production and quality requirements
Rubber hoses, produced in extrusion lines can have one, three or five layers, depending on application and strain. The first extruder creates the inner layer (inner rubber). This is often extruded onto a mandrel, which is pressed out after the production of the hose, by means of compressed air or water. For multilayer hoses, a textile reinforcement is additionally applied on this inner layer for reinforcement and protection. In the next step, the outer layer (outer rubber) is extruded. For certain applications, such as turbocharger hoses, several inner layers and reinforcements are applied. For certain types of hoses, silicon is used as inner layer on which the reinforcement is applied to. This is followed by a layer of rubber, another reinforcement and more rubber as outer layer. Rubber hoses in conformity with approved specifications are necessary for smooth processing. A demanding quality control also increases material savings.
Quality control with X-ray technology
Today a number of different technologies are used for quality control during the production of rubber hoses, for example Laser for the measurement of the diameter or X-ray technology for determining concentricity. Common technologies like ultrasound are only suitable to a limited extent. The signals of the single layers in the rubber hose are not clearly transmitted and rubber absorbs the majority of the sound. Furthermore, the accuracy of the measurement with ultrasound is dependent on the temperature of the material to be measured. Additionally, a coupling medium – such as water – is required. Blisters can stick to sensors and, thus, influence the measuring values. Rubber hoses, however, are very complex and have to fulfill a wide range of requirements, so that the quality control of all layers is necessary. The precise measurement of all hose parameters without any dependence on environmental or material influences can be ensured by using X-ray technology. X-ray technology is one of the most reliable measuring methods.
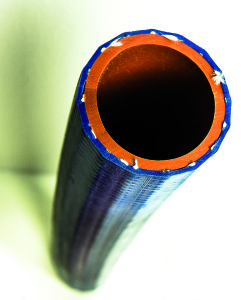
Since the early 1990’s, SIKORA has been offering X-ray technologies for continuous quality control of stranded products during manufacture. Depending on the requirements, the X-ray measuring device is installed directly after the extruder (hot measurement) or at the end of the line (final quality control). The 4-point-online measurement provides values for the wall thickness, eccentricity, inner and outer diameter and ovality. The system measures up to three different material layers. With a processor system, these measuring values, as well as the eccentricity, are displayed in real-time, numerically and graphically represented as hose cross sections at eight points and allow the operator to center the extrusion tool. The use of the X-ray measuring system is especially effective in combination with a processor system by the automatic control of the line speed or extruder rpm, in consideration of the minimal values. Primarily, this is to ensure the quality of the hose and, furthermore, by controlling the minimal value, only the required amount of material is being used. With the use of the X-ray measuring system, around 5% less material is required for production. This represents a cost reduction of about 100,000 €/ annually (extruder output: 300 kg/h, operating time: 6,000 h/per year, material costs: 1.5 €/kg). Today’s available X-ray technology covers a product diameter of 0.65mm to 650mm. (Picture 2)
X-ray technology assures the quality of rubber hoses during the production
X-ray measurement method
The X-ray technology is based on an imaging method. Two X-ray tubes aligned at right angles to each other illuminate the hose transverse to its axis. A line sensor is positioned opposite each of the two X-ray tubes and is equipped with a scintillator that transforms received X-rays into light. This creates an image of the hose within milliseconds. Vibrations during production have no influence on the measuring values. Accurate values are recorded continuously online during the running production process. The analysis is carried out directly from the X-ray. An adaption of the material is not required when using X-ray technology, neither is a coupling medium. Additionally, the technology is not dependent on the temperature of the measuring object, which makes it possible to integrate an X-ray measuring device directly into the extrusion line.
The fundamental principle of the X-ray measuring technique is the different attenuation of materials based on the periodic table of the elements. The attenuation (µ) of the X-rays is proportional to the atomic number to the power of 3 (µ~Z3) and proportional to its density. The basic elements of synthetic rubber, such as styrene or vinyl ethylene, are hydrocarbon molecules. This corresponds to a very small attenuation for polymers which are made of hydrocarbon molecules only. Other kinds of rubber are made by co-polymerization with further basic components which include elements like chlorine, nitrogen or oxygen. These products have a higher attenuation and stronger contrast to the hydrocarbon-based polymers. The use of corresponding physical models and strong optimization algorithms provide measurements of the hose dimensions with micrometer precision even with a low contrast. (Picture 3)
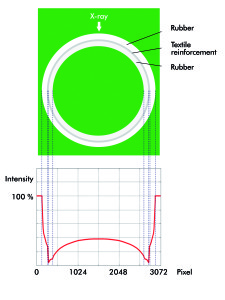
The different attenuation of the materials leads to a visible contrast in the X-ray image
3-axis X-ray measurement
For the production of rubber hoses, a 3-axis X-ray measurement can be an important tool for quality control. The measurement in 3 planes allows for a six point wall thickness measurement and in combination with a high measuring rate, the detection of defects, such as blisters between the individual rubber layers. The smallest blisters and defects in the hose are thus reliably detected. Besides the wall thickness, the outer and inner diameter as well as the eccentricity of up to three wall thicknesses, the system measures the ovality of the hose. The measurement in 3 planes can be done for products from 6 to 65mm.
Safety
Industrial X-ray technology as it is used by SIKORA fulfills the highest demands to safety and offers simultaneously, a measurement with the highest precision.
Conclusion
With the worldwide increasing demand of rubber hoses in the automotive industry, the quality requirements for the products are also increasing. Online quality control of rubber hoses is becoming more and more important. With the use of X-ray technology, the product parameters of all material layers are being monitored during production. In combination with processor systems, the X-ray technology contributes to automatic control and continuous quality control in extrusion lines. At the same time, the use of X-ray technology leads to an optimized production process and simultaneous costs savings. The technology allows its users to supply exclusively high quality hoses at competitive prices.