During the manufacturing of plastic tubes with large diameters and wall thicknesses the product quality as well as the reduction of material costs have the highest priority.
Norms and standards precisely define the minimum and maximum permissible diameter and wall thicknesses of a tube dimension. In addition, the determination of sagging plays an important role. Due to standards and growing demands in the tube extrusion, manufacturers use measuring and control devices for quality assurance in production lines.
SIKORA, in cooperation with the Fraunhofer Research Institute for High-frequency Physics and Radar Technology (FHR) and the Institute for Plastics (SKZ), has developed a new technology based on millimeter wave technology for non-contact, precise, online measurement of inner and outer diameter, ovality, wall thicknesses, and sagging (“sagging of the melt during solidification at a too high viscosity”) of large plastic tubes with a diameter larger than 120mm. Thanks to the innovative concept of the measuring system it adapts the characteristics of the extruded plastics and does not require any calibration by the operator. This new millimeter wave technology allows for an increase of product quality and ensures significant material and cost savings during extrusion.

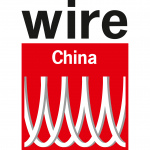
Picture 1: System on the basis of millimeter wave technology for measuring the diameter, ovality, wall thicknesses and sagging of large tubes
Technologies for dimension measurement of plastic tubes during extrusion
Today, there are diverse technologies used for quality assurance during the production of plastic tubes such as optical methods e.g. lasers for determination of the diameter or X-ray for the additional measurement of the concentricity and wall thicknesses. Conventional technologies such as ultrasonic also measure tube dimensions, however they often reach their functional limits.
An additional technology for quality control is presently undergoing practical trials. It works with terahertz impulses generated by a femto-second fiber laser, whereby the terahertz beam is directed onto the measured object. The wall thicknesses are determined from the reflected echoes striking the inner and outer boundary layers.
An additional technology that is used for quality control works with terahertz impulse technique. This method uses a powerful fiber laser that generates terahertz impulses directed at the measured object. From the reflected echoes striking the inner and outer boundary layers, the wall thickness is determined.
Millimeter wave technology for the measurement of large tubes
In this article there will be explained the significantly more cost-effective, frequency modulated radar technology FMCW1. Those systems work in the sub terahertz range and have already been used for some time in the automotive technology for distance measurement. They are based on semiconductor technology that is economically priced and their lifespan is practically unlimited. However, it was necessary to increase the bandwidth of the frequency modulation by a multiple to increase the resolution. In the selected range from 80 to 300 GHz all plastics with a low absorption are penetrated and can be measured regarding their wall thickness.
In recent years, enormous success, regarding measuring accuracy, has been achieved by researching metrological applications with frequencies in the millimeter wave range. Nevertheless, the results could not yet be used for the coating thickness measurement of cylindrical products. The newly developed millimeter wave technology creates the prerequisite for reliable measurement of the nominal size as well as the outer diameter, ovality and wall thickness of all kinds of extruded tubes.
Without any knowledge of the properties of the extruded materials and its temperatures, the system measures the outer contour as well as the wall thicknesses simultaneously at several positions of the circumference. Also individual layer thicknesses of multi-layer tubes can be measured precisely. Thus, the system represents a key technology for future-oriented quality assurance at the production of large tubes.
Measurement by millimeter wave technology is based on the runtime method. Several static or rotating transceiver, arranged around the circumference of a tube, continuously send and receive frequency modulated millimeter waves. A static system measures selectively the wall thickness and the outer as well as inner diameter of the tube. If there is a complete recording of the wall thickness around the entire circumference of the tube required, a rotating gauge head is used.
This design also allows to precisely measure and represent the sagging. From the runtime difference the product dimensions are defined.
Picture 2: Scheme: Measuring system with rotating sensor
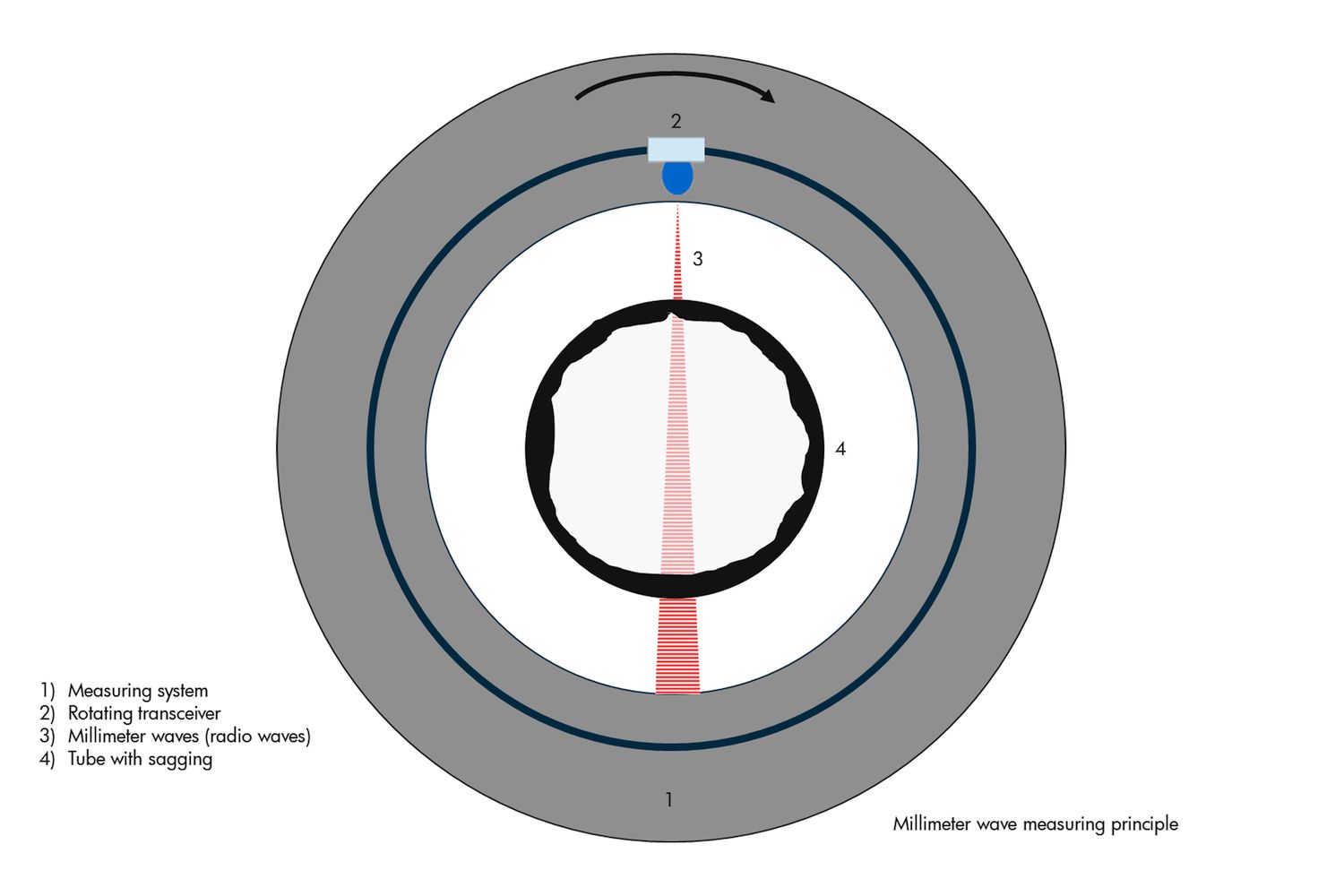
Boundary layers, as for example each front and back site of a plastic tube, reflect these radio waves. The signals are detected and demodulated by the receiver of the transceiver. The signals contain information regarding the distance between boundary layers of different materials that means the inner and outer diameter, ovality, wall thicknesses and sagging. Measurements are made with an accuracy of a few micrometers and with a measuring rate of 500 single measuring values per second. After an algorithmic processing of the received signals of each sensor, the requested measuring results are ready for visualization and control of the diverse tube dimensions in real time. A connected processor system takes the measured values and displays them numerically and graphically. It also includes comprehensive trending and statistical information.
Picture 3: Runtime method: From the runtime of the (at the boundary layers) reflected millimeter waves, which are continuously frequency modulated, tube dimensions are defined
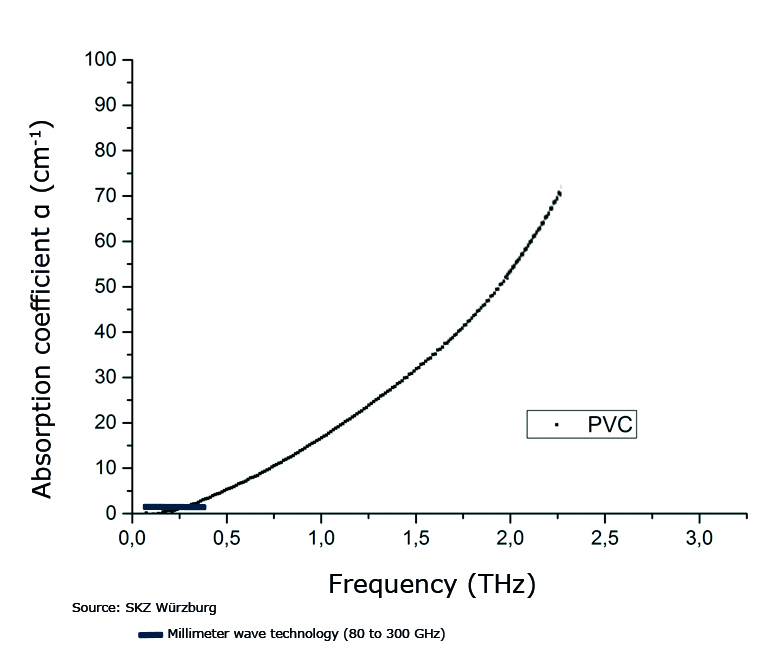
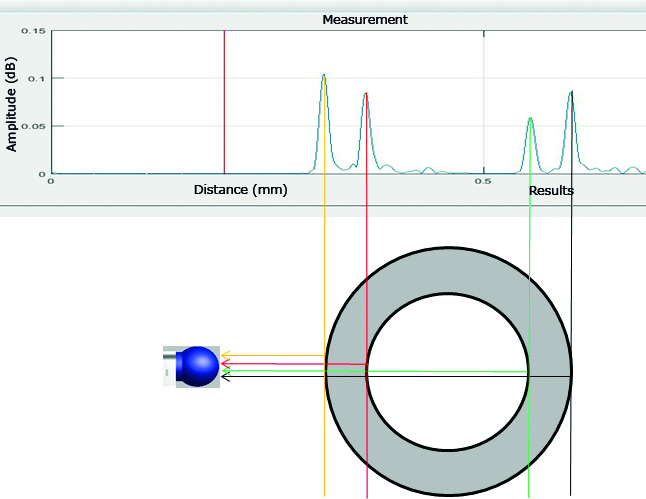
Picture 4: Absorption of radio waves in PVC: The measuring method operates within a spectrum from 80 to 300 GHz, in which the absorption coefficient is small, so that even large PVC wall thicknesses can be measured precisely
Millimeter wave technology for optimization of tube quality as well as time and cost saving
As product temperatures have no influence on the measuring result when using millimeter wave technology, the system is installed for hot measurement as well as at the cold end of the line for final quality control. Directly after the first cooling, the CENTERWAVE 6000 provides precise information about inner and outer diameter, ovality, wall thickness and in particular sagging. The millimeter wave technology selected for the measurement covers the entire range of plastics such as PE, HDPE, PP, PA6 etc., as well as PVC (see also picture 4) If we assume that a line, where tubes are produced with an outer diameter of 400 mm and a wall thickness of 27.5 mm, at a line speed of 0.5 m/min, the machine operator receives accurate measuring results after ca. 10 to 30 min.
In contrast, the measurement of plastic wall thicknesses with high temperatures via ultrasonic technology, represents a special challenge, because the absorption of sound waves is enormous, in particular at high temperatures. Thus, the measurement of larger wall thicknesses in the hot area is limited. Moreover, the accuracy of the measuring result – in the hot as well as cold area – is largely limited as a result of the temperature-dependent runtime of the sound. But, the goal is to achieve as early as possible in the production process, reliable and precise information about tube dimensions in order to take actions if necessary and to avoid failure deliveries.
Moreover, it is necessary to approach early in the production process the minimum permissible tube dimensions to produce a minimum meter weight. Cost savings resulting from the low meter weight are often decisive in competition. Material costs of extruded plastic tubes account for up to 90% of the total manufacturing costs. Depending on throughput of the line, used material type and underlying norm there is between the minimum and maximum permissible tube dimensions an annual savings potential in the single-digit millions range.2 In addition, the production of standardized plastic tubes assures a flawless processing of the tubes. For example, quality tubes can be welded easily. Thus, the use of a millimeter wave measuring system leads to significant time and material savings as well as to a high quality end product.
Areas of application of millimeter wave technology
The millimeter wave technology is suitable for the measurement of any kind of plastic tubes with a diameter from 120mm to 2,500mm that are for example used for conducting water, gas, chemicals and oil. Particularly interesting is the application of tubes made of all common plastics such as PE, HDPE, PP, PA6, PVC etc. Here the system provides precise measuring values, even for tubes with larger wall thicknesses.
Another area of application is the measurement of single and multi-layer tubes. During production, there is the risk that the melt that leaves the tube tool flows down as a result of gravity and thus negatively influences the tube wall thickness distribution.3 This so called sagging is identified by the millimeter wave measuring method. Via a display and control device the machine operator immediately receives information on the production process to take action.
Conclusion and outlook
Quality demands when manufacturing large plastic tubes are continuously increasing. Norms precisely define the dimensions of the products to be produced. The precise and reliable quality assurance of plastic tubes during extrusion is increasingly gaining importance. By the use of a new system on the basis of millimeter wave technology for hot measurement and at the cold measuring end for final quality control the product parameters: inner and outer diameter, ovality, wall thickness and sagging are continuously monitored online.
The method is applicable to different material types such as PVC. Curved product surfaces as well as wall thicknesses of multi-layer tubes are determined and precisely measured. Consequently, the introduced millimeter wave technology in combination with processor systems contributes to process optimization, increase of tube quality, minimization of the material consumption as well as time and cost saving.
1Merrill I. Skolnik: Introduction of Radar Systems, 2nd edition. McGraw-Hill Inc., New York NY u. a. 1962, S. 68.
2http://www.kraussmaffeiberstorff.com/media/files/kmdownloadlocal/de/EXT_BR_Grossrohr_de.pdf, S. 7, 2014.
3Regel, K.: Sagging nicht erwünscht. K-Profi, Ausgabe 3-4, S. 14, 2014.