Subsea cables have already conquered the oceans for around 150 years. At the beginning, however, copper wires and insulation from gutta-percha were still in use. Today, modern optical fiber pairs are used for transatlantic data transmission. Therefore, data transmission rates of 160 gigabits per second can be reached. Subsea cables are also indispensable for the power supply sector. Due to the trend toward renewable energy, ever-increasing offshore wind farms are built off the coasts and the produced electricity has to be transported back to the mainland.
Subsea cables have to fulfill mainly two tasks: the transmission of energy and the transfer of data.
A wide range of cables can be used for this purpose. Whilst cables with a voltage of up to 150 kV are often used for the energy transmission of offshore wind farms, for example, is
lands in the Mediterranean Sea are connected to the electricity network with a voltage of 30-60 kV.
These cables, however, always have two things in common. They have to be manufactured for long distances with a minimum number of joints in order to avoid possible breakdown risks. Also, due to the high voltage and the difficult maintenance of subsea cables, the production process has to meet extremely high demands. Quality and reliability for decades are considered a benchmark in this field.

High-voltage components
Subsea cables are fitted with special high voltage insulation materials of the utmost purity in order to meet the high quality demands. The majority are manufactured in CCV-lines (Catenary Continuous Vulcanization). In this field, X-Ray technology from SIKORA has ensured a reliable quality control during the production process for more than two decades. The measuring devices, X-RAY 8000 NXT and X-RAY 6000, are especially interesting for the efficient measurement of the wall thickness of up to three insulation layers, the concentricity, the diameter and the ovality of XLPE cables already during the production process. Using the graphical visualization of measuring values on the display and control devices of the ECOCONTROL Series, the operator centers the crosshead to ensure the highest quality.
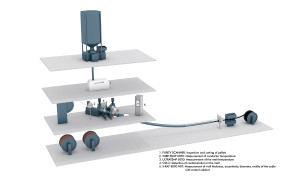
20 years ago, special devices had been used for the examination of the PE/XLPE melt in cable production lines. The SIKORA PURITY SCANNER now complements this process. The device inspects the raw material before entering the extrusion process and sorts out contaminated material. The PURITY SCANNER detects organic and metallic contaminations from 50 μm, with an effective throughput of up to several tons per hour.
Final quality assurance
SIKORA’s measuring and control technology is also used in the following production processes in which the individual wires of the cables are twisted and coated. In order to control the correct compliance of the wall thickness of the outer layer the X-RAY 6000 devices are interesting. Furthermore, as subsea cables, for example, are often developed for the transfer of DC voltage, the high-voltage measuring devices of the SPARK 2000 Series are also interesting for the quality ensurance. According to regulations, those cables have to be checked for bare spots and insulation errors. In this regard, the SIKORA sparktester SPARK 2000 is a useful tool to check the insulation. Pinholes, bare patches and other possible defects in the insulation can be detected while the dry cables are entering the bead chain electrode, directly after the cooling line. Therefore, the quality management is able to ensure that only flawless cables are being distributed.
11. 9月 2024 - 12. 9月 2024
Brussels, Belgium
Booth E1226