PURITY SCANNER
Intelligent combination of optical and X-ray based inspection
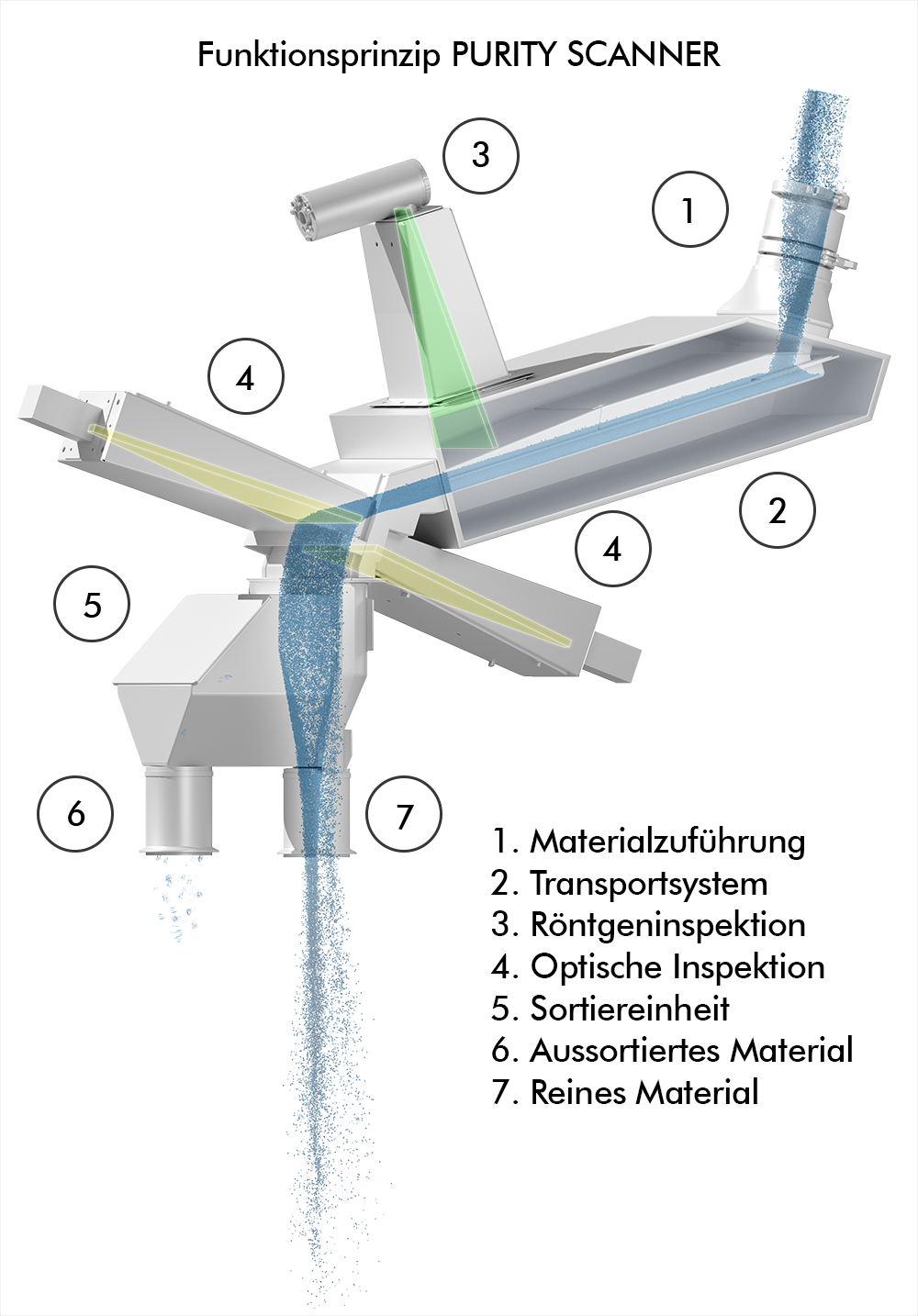
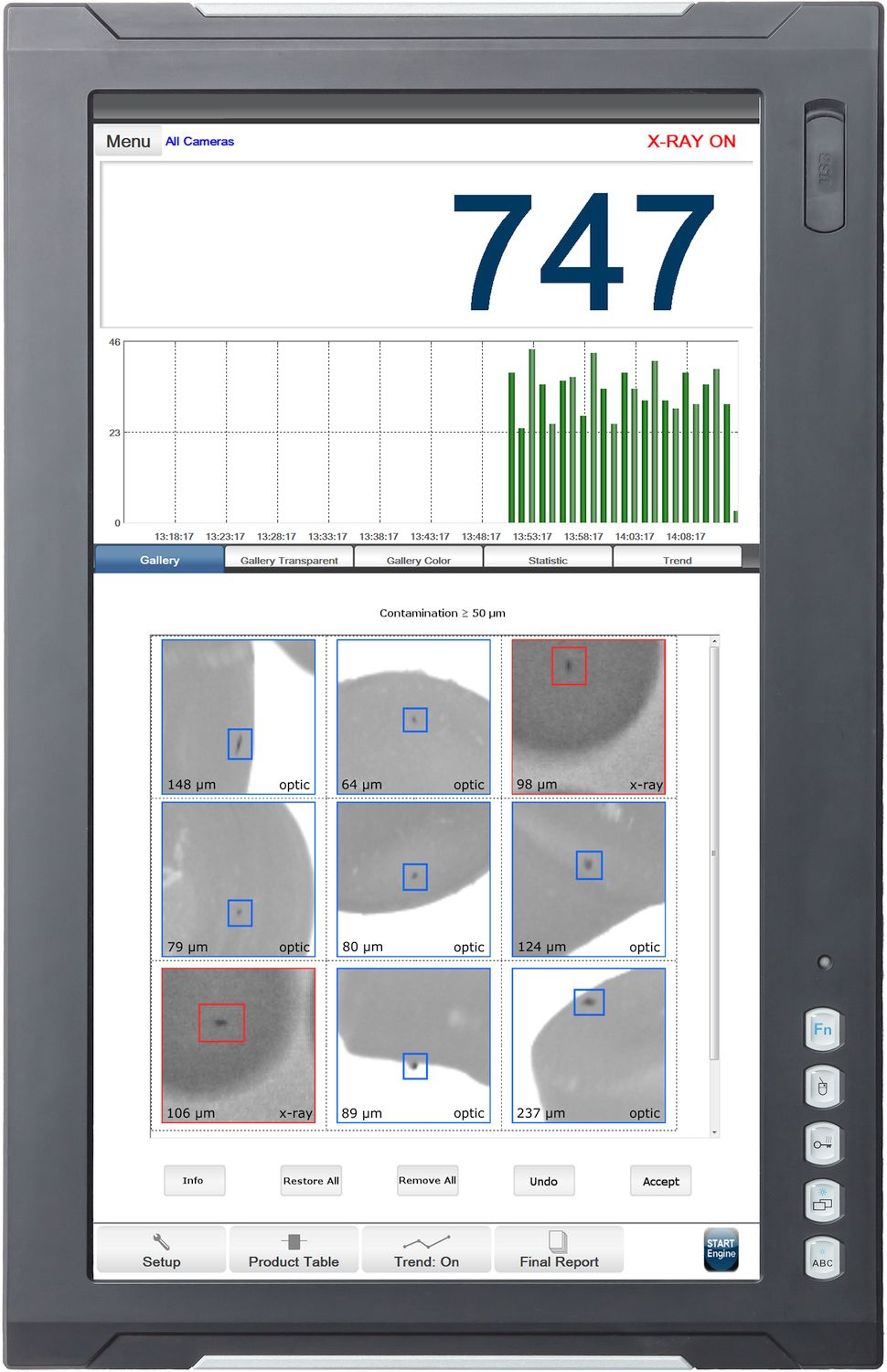
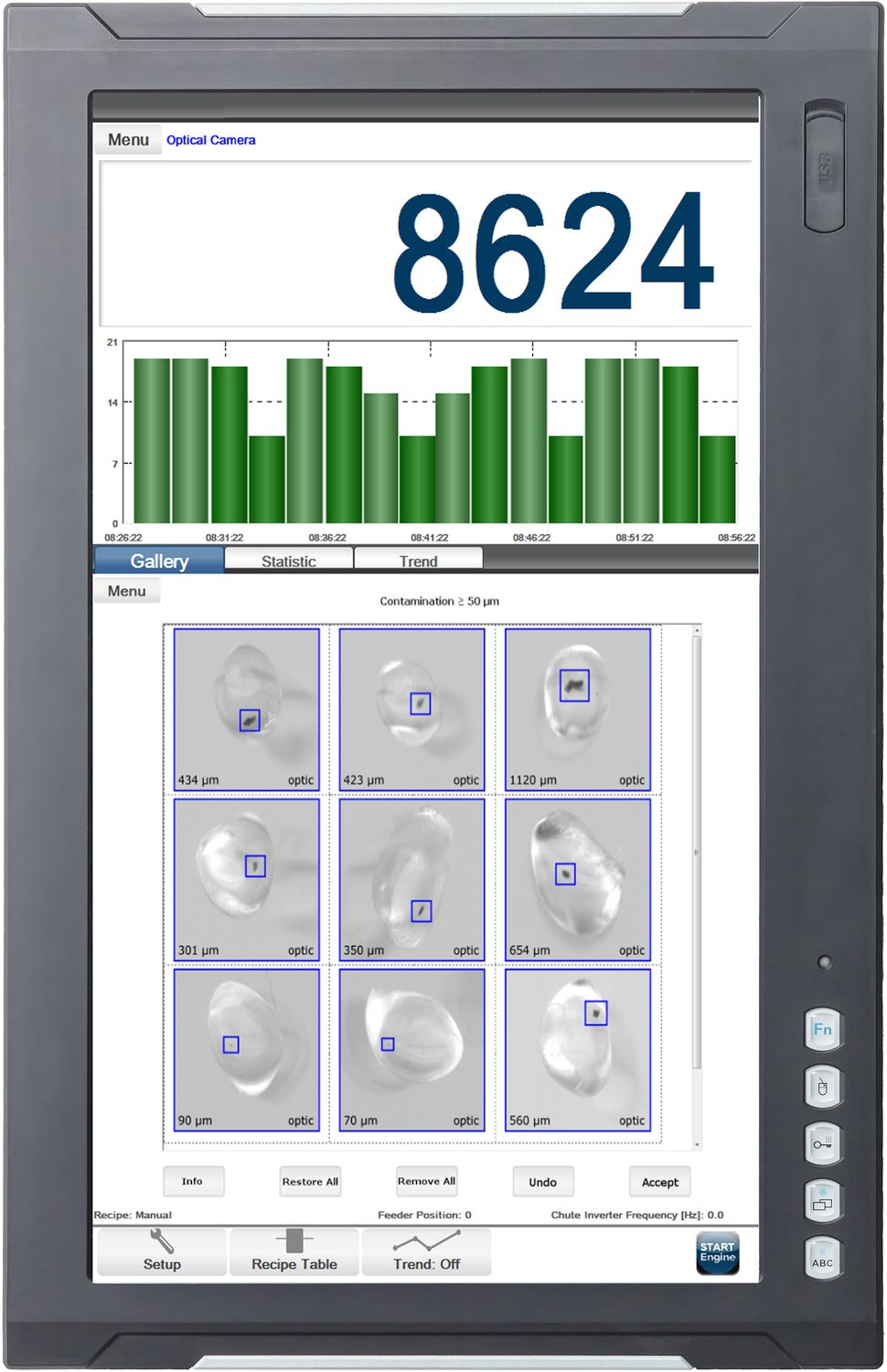
PURITY SCANNER intelligently combines X-ray technology with a dual optical system. This combination ensures the detection and sorting of pellets with metallic and organic impurities in the pellet itself and on its surface.
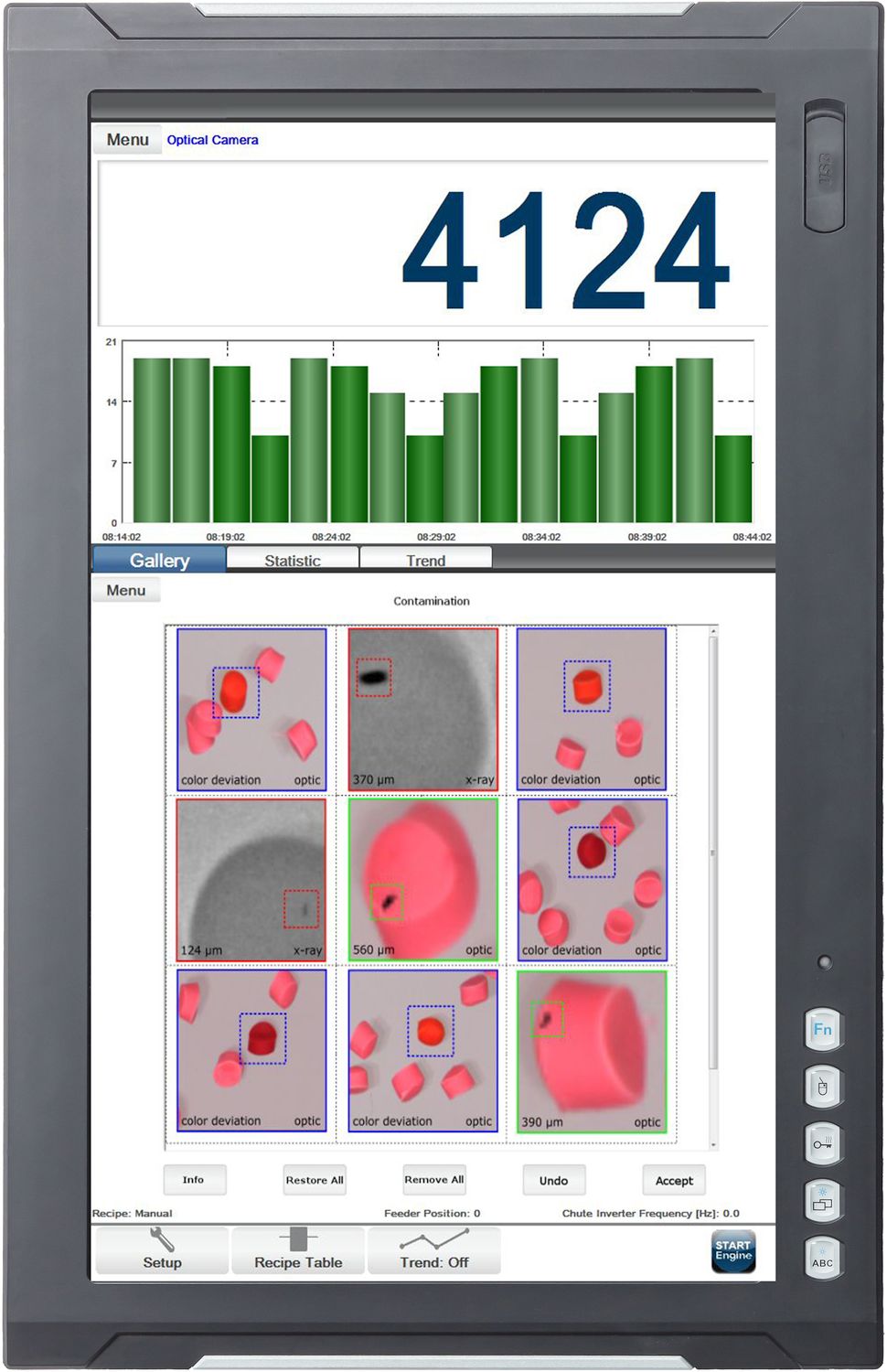
Thanks to the specially developed X-ray technology, the PURITY SCANNER is the first system to inspect even colored (e.g. black) pellets for impurities and automatically sort them out.
Thanks to the specially developed X-ray technology, the PURITY SCANNER is the first system to inspect even colored (e.g. black) pellets for impurities and automatically sort them out.