During production of cables and wires compliance with specifications such as concentricity of the conductor in the insulation is a decisive characteristic for the quality of the final product. A system for precise measurement of concentricity of the conductor in the insulation as well as relevant parameters of wires and cables provides the precondition.
Introduction
Manufacturers of for example automotive and control wires as well as coax and communication cables, are using measuring and control technologies in their extrusion lines to maintain specified cable parameters. This is important for process optimization and quality assurance but is also demanded when products are assembled automatically. In these cases, assembly failure rates are recorded statistically, registered and assigned to the manufacturer. For this reason, cable plants are aiming to supply cables with reliable high quality standards.
Measuring system for the concentricity measurement of a conductor in the insulation under the influence of an oscillation, cable angled position or a bend of the cable in the measuring plane
The technique introduced in the following for measuring the concentricity of a conductor in the insulation as well as relevant cable parameters ensures precise measuring results during production. During manufacturing of the cable, the measuring system compensates completely the influence of production related variables that can affect the measuring result, such as angled cable positions and curve radii of the conductor. The measuring system, in combination with an integrated or external processor system, visualizes the short-term variations of the eccentricity in the form of a scatter plot. The system lays the foundation for the production of high quality cables, and hence ensures a reliable, flawless assembly process. Subsequently, it contributes to process reliability and additionally to the cost effectiveness.
The measuring system (picture 1) is based on an optical and inductive measuring technique. With the inductive measuring system, which is positioned between two optical measuring planes, the exact position of the conductor is determined. With the optical system, the position of the cable is measured. An eccentricity value occurs when both positions differ from each other. Simultaneously, the optical system captures precisely the diameter and the ovality of the cable. All necessary calculations and analysis are carried out in the measuring system. The measuring values are available from different interfaces for transferring data to a display and control unit or to a line computer.

Devices for the concentricity measuring of a conductor in the insulation
Inductive measuring circuit
The cable passes through a toroidal transformer, which generates an alternating current of a few milliamps into the conductor. The alternating current creates a magnetic field, which ideally surrounds the conductor in a circular manner and the intensity decreases, exponentially, with the square of the distance. In the measuring system inductive sensors are placed at a determined distance, radial around the conductor. With the help of these sensors, the exact position of the conductor is calculated with high precision from the distribution of the intensity of the magnetic field strength.
Due to the combination of multiple optical sensors and the special design of the inductive sensors, an angled position or a bend in the cable are detected and automatically compensated for. This ensures a precise eccentricity measurement.
Due to the automatic centering of the gauge head to the cable position, the measuring system is able to provide precise measuring values at all times, even when the pulling forces in the cable vary. Guide rollers are unnecessary with automatic adjusting heads.
Optical measuring circuit
The optical measurement is based on the principal of the diffraction analysis combined with pulse-driven laser diodes the light beam from the diodes projects a shadow of the cable onto the CCD-line sensor in each measuring axis with an exposure time of 0.25 microseconds. The systems measure at 4 axes (at 8 points) the position and the width of the shadow. From the position of the shadow in relation to the determined position of the conductor, signal processors calculate the exact value of the eccentricity and from the widths of the four shadows the outer diameter and the ovality are calculated.
The measuring values of the outer diameter, if required in combination with the conductor diameter (the wall thickness), are suitable to amend the output capacity of the extruder or the haul-off speed of the cable in such a way that the measuring values are set to the respective nominal value. Moreover, measuring values with tight tolerances are of significant importance for the assembly. Each of these values influence the wave impedance (e.g. twisted LAN-cables) and consequently the value for the Structural Return Loss (SRL) of a data transfer cable, especially when deviations of these values occur periodically. With the help of the Fast Fourier-Transformation (FFT), the high scan rate of 2,500 measurements/second is suitable for creating a forecast for the SRL in dependence of the transmission frequency even at line speeds of 3,000 meters/minute for both, current and future CAT-specifications. If a specification is given concerning the minimum wall thickness for the cable insulation, then any eccentricity leads inevitably to an increased consumption of insulation material. Therefore, eccentricities should be reduced for economic reasons.
Examples for the compensation of production related variables by means of the measuring technique
Recording of oscillating eccentricity values
With a scan rate of 2,500 measurements per second, the measuring system records oscillating eccentricity values with high single value precision. These are visualized in form of a scatter plot (picture 3, 4 and 5). The scatter plot provides an additional way to visualize the ongoing measurement at processor-based display and control devices, and with its help, the distribution of short term variations of the eccentricity can be shown graphically. Each dot represents a single value of the eccentricity concerning value and direction. The overall distribution of the scatter plot highlights the standard deviation of the eccentricity. It is often sufficient to amend the guiding of the conductor close to the cross head in order to avoid these oscillations, which usually occur within a certain speed range and/or certain filling degrees of the coiler or decoiler respectively. The standard way of representing eccentricity using a cross-section of the cable (picture 2) is additionally helpful for the operator when centering the crosshead. Picture 3 shows a random type distribution of the single values of the eccentricity, while picture 4 shows a ring type distribution of the eccentricity values, which is often the result of a rotating (oscillating) conductor prior to the extruder crosshead. Picture 5 is showing an ellipse type distribution of the scatter plot, which can happen, for example, when the conductor is oscillating or vibrating in one direction directly before entering the crosshead and which therefore causes additionally eccentricity variations. This permanent rotation eccentricity would also not be visible with a standard presentation of eccentricity (as shown in picture 2).




Standard presentation of eccentricity – Random type distribution of the single values of the eccentricity – Ring type distribution of the single values of the eccentricity – Ellipse type distribution of the single values of the eccentricity
Measurement of a sloping position of the cable
Picture 6 shows a cable running in reference to a straight line. The cable, however, is running in an inclined position to the actual intended production line. In the illustration, the inclined position of the cable is exaggerated for a better understanding. It is known that a straight or inclined line, in this case a straight conductor, is defined by 2 points. By means of the first and second optical measuring device, the sloping positions of the cable will be identified and its influence on the measuring results will be determined and fully compensated.
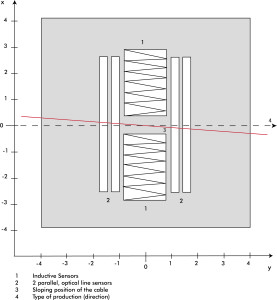
Technique to determine a sloping position of the cable
Determination and compensation of a sag or bend of the cable
Picture 7 illustrates a cable that shows a sag or bend. For a better understanding, the illustration of the bend of the cable is extremely exaggerated and in practice not likely. The bend of a conductor can be described by a circle, whose position and curve radius is defined by 3 points. With this information, the processor system is able to calculate the exact position of the cable in the inductive measuring plane and to fully compensate for the influence of angled position and/or bends. As shown in the picture, the measuring system is built in a way that the position of the cable is measured at 4 points, shown in the illustration as P1, P2, P3 and P4. Due to this, the measuring system is able to detected even irregular deformations of the conductor.
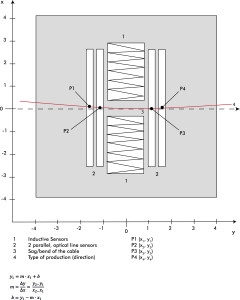
Technique to determine a sag or a bend in the cable
Conclusion
With the introduced technology it is possible to precisely measure the concentricity of a conductor in the insulation as well as the product parameters, outer diameter, ovality and wall thickness. The measuring technique records rotating or in one plane oscillating eccentricity values of the conductor in form of a scatter plot. This “scatter plot” allows visualization of the distribution of short-term variations of the eccentricity. This additional way of visualizing the continuous measurement at a processor-based display and control device shows the distribution of short-term variations of the eccentricity. This creates the precondition for a change of the conductor position in the crosshead to avoid oscillations.
Per the 4-axes measurement as well as 8-point eccentricity measurement, a sloping position of the cable in the measuring plane can be recognized. The measuring system compensates automatically for a sloping position of the conductor in both, horizontal as well as vertical direction, thus the measuring results are not influenced. The measuring system also records accurate measuring values, even when the cable is running through the gauge head with a sag or curved radius.
Using the described measuring technology in extrusion lines ensures the production of high quality cables for a flawless assembly. At the same time, it contributes to process reliability and, consequently, cost effectiveness.